




1.はじめに
「すべては、
お客様の笑顔のために」
私たちの食品、
私たちの約束。
近年、食品産業においてはいくつかの大きな事故やリコールが話題となり、消費者の食の安全に対する関心が高まっています。原材料の異物混入問題、製造過程での不衛生な環境、そして、表示内容の不正確さ。これらは私たちが安心して食事を楽しむことを阻んでいます。
記憶に新しい弁当製造業者の食品事故の問題は、私たちの弁当製造業界のみならず、食品業界全体への不信感を抱かせる結果になっています。楽しみにお買いあげ頂いた商品が原因で、悲惨な結果をもたらすことは、あってはならないことです。
私たち荻野屋は食品製造事業者として、このような事故が発生する背景を深く理解しています。そして、私たちの最大の責務は、安全で質の高い食品をお客様にお届けすることだと信じています。
私たちの製造体制は、今のように世の中の衛生管理への関心が高まる以前より、厳格な管理体制を敷いてきました。それは、食品は直接口に入れるものとして、私たちがその品質を保証することが、お客様の喜びにつながるという大前提があったからです。
私たちが取り扱う食品に関して、一つ一つの原材料の出所や製造過程、保存方法にいたるまで、透明性と安全性が求められています。
原材料の選定から製品がお客様の手元に届くまでのすべての過程で、高い品質と安全性を確保するための検査・評価が実施されています。私たちの従業員一人ひとりが、食の安全を守る使命感を持って取り組んでいます。
食品事故の現状は厳しいものかもしれません。しかし、私たち荻野屋は、お客様が安心して私たちの製品を楽しめるよう、日々努力を続けてまいります。
私たちの食品、それは私たちの誇り。そして、それは私たちのお客様への約束でもあります。
HACCPによる見直し以前から脈々と引き継がれる、徹底した衛生管理。
おぎのやでは、今でこそ一般的になった殺菌消毒液「次亜塩素酸ナトリウム」や、エタノール消毒などを約50年も前から導入。
また、HACCPの考え方に基づいた衛生管理が一定の水準以上にあると認められ、2010年には群馬県食品自主衛生管理認証を取得しています。
「安全・安心」こそが「おいしさ」を支えていることを、私たちはひとときも忘れたことはありません。

エタノールで殺菌
入念な手洗いの後は、エタノールで手指の先まで殺菌します。

入念な手洗い
常に衛生的であるように、手洗いや消毒は30分に1度必ず行っています。

ジェットエアー
全身にジェットエアーを浴び、衣服に付いたホコリやゴミを除去します。

加熱状態の確認
調理された具材・米が十分に加熱されているか、温度管理を徹底します。

消毒液のチェック
消毒液は約2時間ごとに交換。濃度を確認し、にごりがあれば即、交換。

殺菌灯
工場内の各所にオゾンを発生させる殺菌灯を設置。ニオイを消臭します。

リサイクル釜の洗浄
1度使ってリサイクルされる釜は、二重に蒸気洗浄して、より安全に。

フタの蒸気洗浄
使用前に釜やフタを85℃の蒸気による洗浄で殺菌します。

生産ラインの清掃
1日最低6回。生産ラインを停止させて、入念に清掃を行います。

滅菌灯
工場内の各所に、紫外線の滅菌灯を設置。落下する菌を減少させます。

3S5Tの実施
衛生的な環境を保つため、整理・整頓・清掃(3S)、定路・定位置・定表示・定量・定色(5T)を日々実施。

原材料の検収
食材の表面温度、賞味・消費期限・数量、加工日、状態異常時の対応を記録。
2.荻野屋の衛生管理体制
株式会社荻野屋
138年の伝統とともに、
食の安全を守り続けて
私たち株式会社荻野屋は、138年の歴史の中で、食に関わるすべてのプロセスにおいて衛生環境の構築と向上に注力して参りました。創業時から受け継がれる伝統と経験は、私たちの最も重要な財産であり、その中で培われた衛生管理のノウハウは現代でもその価値を持続しています。
私たちは、過去から現在において、独自の厳格な衛生基準を設け、衛生環境の構築に務めてきました。特に4代目にあたる髙見澤みねじの時代には、現在の荻野屋の衛生環境の基礎となる考えを徹底し、現在の荻野屋の品質管理の礎となりました。工場、厨房や店舗など荻野屋のすべての場所において、衛生的な環境の構築がお客様のおもてなしの基礎となるという考えから、長年衛生環境の構築に取り組んできました。
その結果、厚生大臣賞はじめ食品衛生協会などからの数々の受賞を頂き、行政機関から食品衛生に対する功績として評価されてきました。これは、138年の長きにわたり、お客様からの信頼を最も大切にし、その信頼に応えるための取り組みとして継続してきた結果です。また2010年にはHACCPに準拠した形で食品自主衛生管理認証を取得し、より積極的に食品衛生環境の構築に取り組んでいます。私たちは、衛生環境の構築に向け、妥協なく日々の業務の中で、製品の品質や衛生状態を定期的にチェックし、常に最高の状態を保つよう努めています。
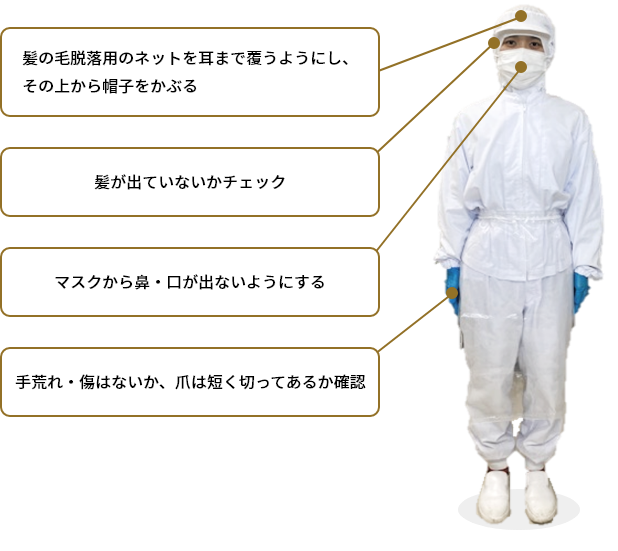
安全・安心の基本は、清潔なユニフォームの正しい着用から
【食材を取り扱うときは手袋を着用】
手袋の前には必ず手洗いを行い、清潔な手で手袋を着用。
手袋の前には必ず手洗いを行い、清潔な手で手袋を着用。

白衣のままの トイレは禁止!
必ず更衣室で着替えてから。
粘着ローラーをかける
顔周り・上半身の埃・髪の毛をとる
手袋交換のタイミング
- 食材がかわるとき(加熱食品・非加熱食品の取り扱い時)
- 盛付け食材が変わる時
- 食品以外の物に触れた時
- 破損したとき
- 用途に合わせて使い分けるとき
厚生大臣賞を受賞

日本を代表する衛生管理基準が評価され、厚生大臣賞を受賞。
さらに、日本食品協会から食品衛生優良施設として会長賞をいただきました。
おぎのやの「安全・安心」への取り組みが、日本を代表するレベルにあることを証明したのです。
その後、2009年にもセントラルキッチンで厚生労働大臣賞を受賞しています。
受賞・表彰歴
| 厚生大臣賞受賞 | |
| 1994年 諏訪店 | 優良衛生施設長野県知事賞受賞 |
| 1999年 諏訪製造工場 | 厚生労働大臣賞受賞 |
| 2009年 横川製造工場 | 厚生労働大臣賞受賞 |
| 2010年 横川製造工場 | 群馬県食品自主衛生管理認証取得 |
| 2010年 諏訪製造工場 | 厚生労働大臣賞受賞 |
| 2014年 長野店 | 日本食品衛生協会 食の安心安全5つ星店認定 |
| 2018年 諏訪店 | 長野県食品衛生協会諏訪支部 食の安心安全5つ星店認定 |
評価のための指標と基準
群馬県食品自主衛生管理認証を取得
 セントラルキッチンでは、2010年に群馬県食品自主衛生管理認証を取得しました。
セントラルキッチンでは、2010年に群馬県食品自主衛生管理認証を取得しました。
そしてここに最重要管理事項と食品安全基本方針を公表し、弊社は引き続き衛生管理に積極的に取り組みます。
【衛生管理の向上を目指すための最重要管理事項】
- 使用食材の賞味期限を確認しています。
- 容器を消毒してから使用しています。
- 製品ごとに加熱温度を測定し記録しています。
- 清潔な厨房で峠の釜めしを製造しています。
【食品安全基本方針】
- コンプライアンス(法令遵守)を徹底します。
- お客様が安心してお召し上がりいただける製品を製造します。
- クレンリネスを、仕事の基本とします。
3.サプライチェーンの管理体制とHACCP
荻野屋では、HACCPの基準を準拠し、取引業者や関連するすべての利害関係者と密接に協力してサプライチェーン全体の衛生管理を徹底しています。以下、サプライチェーンのプロセスを通じた具体的な取り組みを説明いたします。
1. 食材の購買
荻野屋で使用する食材に関しては、取引業者と連携し質の高い食材を厳選し使用しています。食材のうち、特に重要なものに関しては、食材の産地や加工工場などに赴き、その状況について確認するとともに、当社の基準に合致するよう協議を重ね、そのうえで、納得できる品質を前提に、価格とのバランスを考慮したものを使用しています。
HACCPに基づいた仕入れ基準: 取引業者との間で共有されたHACCPに基づく品質・衛生基準を元に、食材の購入を行います。
供給業者のHACCP実施状況確認: 供給業者がHACCPのガイドラインに従っているかを定期的に確認し、フィードバックを提供します。
2. 製造
危害分析: 原材料の受け入れから製品の製造・包装まで、各プロセスでの危害要因を特定し、評価します。
重要管理点の特定: 危害を防ぐ、排除する、または許容レベルまで低減するためのステップやプロセスを明確にします。
重要管理点の特定: 危害を防ぐ、排除する、または許容レベルまで低減するためのステップやプロセスを明確にします。
3. 輸送
輸送時の温度・湿度管理: HACCPに基づき、食品の輸送時の適切な温度・湿度を維持するための基準を設定し、その管理を徹底します。
輸送車両の衛生状態の監査: 取引業者と共同で、輸送車両の衛生状態を定期的に監査し、必要な改善を行います。
輸送車両の衛生状態の監査: 取引業者と共同で、輸送車両の衛生状態を定期的に監査し、必要な改善を行います。
4. 販売
店舗の衛生管理: HACCPのガイドラインに従い、店舗の衛生状態を日常的に監査。従業員の衛生教育も強化しています。
製品の鮮度・品質管理: 製品の保存・展示時の温度や湿度をHACCPの基準に基づき厳格に管理します。
荻野屋では、上記の取り組みを通じてHACCPの基準に準拠した一貫した衛生管理体制を構築。そして、利害関係者との緊密な連携を保ちつつ、食品の安全と品質を確実に守っています。
製品の鮮度・品質管理: 製品の保存・展示時の温度や湿度をHACCPの基準に基づき厳格に管理します。
荻野屋では、上記の取り組みを通じてHACCPの基準に準拠した一貫した衛生管理体制を構築。そして、利害関係者との緊密な連携を保ちつつ、食品の安全と品質を確実に守っています。
峠の釜めし 製造工程上の衛生管理
1.原材料受入
- 食材の表面温度、賞味・消費期限、数量、加工日、状態異常時の対応を記録
- 先入れ先出し
- 外袋から清潔な容器へ移し替え
2.下処理
- 都度、下処理用器具の洗浄・消毒を実施(消毒:次亜塩素酸Na240ppm液に浸漬)
- 下処理日を貼付
3.調理
- 使用の都度、容器・調理器具の洗浄・消毒(消毒:次亜塩素酸Na240ppm液に浸漬)
- 使用水の味、臭い、色、濁り、異常時の対応を記録
- 加熱時中心温度計測・記録を実施(基本:中心温度95℃以上、うずら卵:85℃以上、杏:75℃1分以上)
- 加熱後真空冷却機を使用時、冷却後の表面温度を計測・記録
4.炊飯
- 炊飯時間、釜数、異物有無、中心温度を記録
- 味覚チェック実施
5.盛付
- 作業開始前後 作業台・コンベア上を消毒(次亜塩素酸Na240ppm液に浸した布巾で拭く)
- 使い捨て手袋着用(穴や破れがないか確認、別作業へ移る時・破れた時は交換)
- 煮物の煮上げ~盛付開始までの時間記録、検食採取、冷凍保管(14日間)、検食記録簿記録を実施
- 盛付開始・終了時間、盛付担当者名、異物の有無(発見時の対応)を記録
- 盛付作業台・コンベア上に、消毒済み手布巾・台布巾を設置 30分毎に手洗い、消毒済み布巾の交換を実施
- 手袋使用後、食材・器具から離れた位置で外し、専用ゴミ箱に廃棄
6.出荷
- 製品保管室温度:25℃以下
- 調整印字チェック、出荷記録、配送出発時間を記録
- 配送車の温度、洗浄・消毒、異常時の対応を記録
4.具体的な取り組み
株式会社荻野屋の
設備清掃・メンテナンスの取り組み
私たち株式会社荻野屋は、
設備の状態が製品の品質に直結することを認識しており、その保全に最大限の努力を注いでいます。
設備が生む衛生環境
クリーンな設備
定期的な設備点検とメンテナンスを通じて、設備の清潔さを確保し、製品の汚染リスクを最小限に抑えます。ここでの清掃は、細菌やカビの発生を防ぎ、製品の安全性を確保します。
機能の安定
設備の正確な動作は、製造プロセスの一貫性と品質を保ちます。例えば、正確な温度管理や計量が可能になり、製品のクオリティを一定に保つことができます。
衛生環境がもたらす設備の効率
設備寿命の延伸
きちんとした衛生管理は、設備の劣化を防ぎます。例えば、細菌の発生が設備の腐食を引き起こすことがあるため、清潔な環境は設備の寿命を延ばします。
生産効率の向上
高い衛生環境下での作業は、製造過程でのトラブルを減少させ、生産効率を向上させる要因となります。これは結果として、一貫した製品の提供を可能にし、お客様への信頼を深める要素となります。
荻野屋では、衛生環境と設備のメンテナンスが一体となった管理体系を構築しています。これらは従業員の日々の行動規範やプロセス、チェックリストなどを通じて具体化され、チーム全体で共有されています。私たちは、138年に渡る経験を活かし、食品の安全と品質を守り続けることでお客様からの信頼を得ています。これからもこの姿勢を貫き、常に最高品質の製品をお届けし続けます。
そして、荻野屋では衛生環境の構築に対して、具体的に次のような取り組みを行っています。
1.定期的な清掃
荻野屋の製造工場での各設備は、使用開始前の清掃、使用後すぐに清掃を行う日常清掃と、一定期間ごとの大掃除を組み合わせることで、常に清潔な状態を保っています。特に食品加工に関わる設備については、微生物の繁殖を防ぐための徹底的な清掃が実施されています。
2.メンテナンスの実施
定期的に専門家による設備の点検を実施しています。これにより、設備の早期の摩耗や故障のリスクを低減し、長期的な稼働を確保しています。また調理で使用する器具などについて、異物混入を防ぐために定期的に器具を新しく入れ替えています。
3.清掃・メンテナンス記録
清掃やメンテナンスの履歴はデジタルで記録されており、いつ、どのような作業を行ったかを詳細に確認できるようにしています。これにより、必要に応じた迅速な対応が可能となっています。
4.従業員の教育
新たな清掃技術やメンテナンス方法の導入時、従業員への研修を実施しています。これにより、全員が設備の最適な状態を保つための知識と技術を身につけています。
5.改善の取り組み
設備の清掃やメンテナンスに関するフィードバックや提案は、常に受け付けています。これを基に、より効率的で確実な方法へと取り組みを見直し、改善しています。
私たちのこのような取り組みを通じて、株式会社荻野屋は製品の安全性と品質を最前線で守っています。設備の適切な管理は、お客様に信頼される製品を提供するための基盤となっています。
販売の場にも「安全・安心」を。
各ドライブインにも衛生管理部を設置。販売の場にも「安全・安心」を。

「安全・安心」への取り組みは、もちろん製造だけではありません。各店舗では、常時2~4名の衛生スタッフが店内を厳しくチェックし、清掃にあたっています。
さらに、毎月1日・15日は「クレンリネスデイ」と設定。月に2回、店内を徹底的に清掃し、また、ドライブイン周辺の清掃にもあたることで、地域社会に貢献しています。
さらに、毎月1日・15日は「クレンリネスデイ」と設定。月に2回、店内を徹底的に清掃し、また、ドライブイン周辺の清掃にもあたることで、地域社会に貢献しています。
5.検査・監査体制
荻野屋が長年にわたって提供してきた、高品質な料理と弁当は、私たちが厳格に守り続けている衛生管理に支えられています。
私たちは、衛生の社内監査体制として、専門の部署の人間が外部機関のアドバイスのもと、確立された自社衛生基準に則り、定期的に衛生環境の検査を行い、社内の衛生環境の維持に努めています。また、当社の衛生顧問による定期的な検査の他、JR東日本や保健所など外部の専門機関から定期的な衛生環境の検査や評価を受けています。
荻野屋では、外部機関からの検査・監査体制を維持することは次のような意義があると考えています。
1. 客観的な評価の取得
外部の専門機関が検査を行うことで、私たちの衛生管理が厳格な基準に適合しているかを客観的に評価してもらうことができます。これにより、私たちの取り組みが適切であるかどうか、第三者の視点で常にチェックすることができます。
2. 信頼性の向上
お客様は、食品を選ぶ際、安全性と品質に非常に敏感です。第三者機関による定期的なチェックとそれに対する認証や評価は、消費者に対して私たちの製品が安全であることを証明し、更なる信頼を築く要素となります。
3. 持続的な改善
外部からの評価やフィードバックは、私たちの衛生管理体系の弱点や改善点を明らかにしてくれます。これを基に、持続的な改善活動を行い、より高い水準の衛生管理を実現することができます。
4. パートナーシップの強化
長年、多くの取引先とのパートナーシップを築いてきた私たちにとって、その関係を保ち、更なる信頼を深める要素ともなります。また、連携を通じて、お互いの衛生管理レベルを高め合うことも可能です。
5. 法令遵守と社会的責任
外部の専門機関と連携し、その基準に適合していることは、法令遵守の観点からも必要です。また、食品製造業として、社会的な責任を果たし、安全な製品を提供し続ける姿勢が表れます。
株式会社荻野屋は、これからも外部機関と協力し、衛生管理の更なる向上を目指します。
私たちの138年の歴史と経験が、これからもお客様に最高の製品を提供し、安全と信頼を届けていく力となることを確信しています。
私たちの138年の歴史と経験が、これからもお客様に最高の製品を提供し、安全と信頼を届けていく力となることを確信しています。
![]()




